METAL HOSE
SELECTION DESIGN AND INSTALLATION
 SIZE of hose considering existing piping, fitting size, and flow requirements
SIZE of hose considering existing piping, fitting size, and flow requirements
 TEMPERATURE of media, hose, and alloy ratings, temperature/pressure correction factors
TEMPERATURE of media, hose, and alloy ratings, temperature/pressure correction factors
 Type of ALLOY (Stainless Steel, Monel, etc. for proper corrosion resistance, temperature, motion, and pressure for the media to be conveyed
Type of ALLOY (Stainless Steel, Monel, etc. for proper corrosion resistance, temperature, motion, and pressure for the media to be conveyed
 Type of MOTION and its frequency and magnitude
Type of MOTION and its frequency and magnitude
 Maximum PRESSURE the assembly will be exposed to including constant, pulsing, and shocks or spikes.
Maximum PRESSURE the assembly will be exposed to including constant, pulsing, and shocks or spikes.
 END FITTINGS should be chosen to be compatible with the medium, pressure and existing piping
END FITTINGS should be chosen to be compatible with the medium, pressure and existing piping
 DEVELOPED assembly length, live length and overall length
DEVELOPED assembly length, live length and overall length
DESIGN CONCERNS
-
Pulsating / Shock Applications: Assemblies in pulsating or shock applications can have no loose or slack braid after installation, or failure can result.
-
Unbraided Assemblies: Unbraided assemblies should be used for vacuum or exhaust applications only.
-
Flow Velocity: Flow velocity can cause metal hose failure. Flow velocity should never exceed 150 ft/sec. for a gas or 75 ft/sec. for a liquid (in unbraided assemblies 100 ft/sec. gas and 50 ft/sec. liquid). If velocity exceeds these figures, a metal interlocked liner should be welded into the corrugated assembly. Match the liner size to the conveying pipe size and use a larger metal hose assembly. If the assembly is to be installed in a bent position, reduce the preceding values as follows: 50% for a 90° bend, 25% for a 45° bend, etc.
-
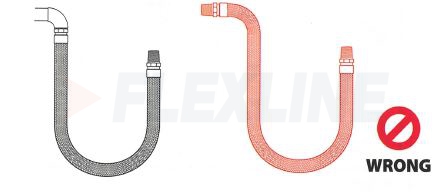
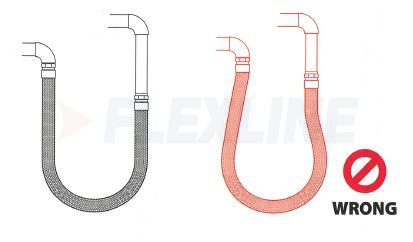
Motion: Besides calculating the correct live length for various classes of motion using the formula at the end of this section, the following general rules may extend hose life in applications involving motion: Vibration- for normal vibration be sure the live length of the assembly matches what is called for in the specification charts for vibration applications. Caution: corrugated metal hose assemblies give no indication when their minimum bend radii are being exceeded. In applications of mechanical motion, proper design can assure that minimum bend requirements are not being exceeded. This is not the case in applications involving manual handling or random motion. Care should be taken in these applications to avoid kinking the hose or damaging the external braid. Metal hose assemblies installed in loops or U’s can significantly extend life expectancies in installations that involve large amounts of motion. Install the hose so that the bend is as close to the center of the assembly as possible.
-
End Fitting Pressure: End fittings should be specified with fluid compatibility and pressure capacity in mind. If the hose, braid, and weld of a ½” assembly can withstand 1150 PSI operating pressure, and the end fittings are only 150 PSI female unions, the unions’ maximum pressure becomes the limiting factor for the entire assembly.
-
Hose Torque: Torque, or twisting metal hose assemblies causes failure. Care should be taken to avoid torquing the hose during installation. The motions that an assembly is subjected to must always be in the same plane. (See Installation Precautions for more details)
-
Weld Collar Care: Never apply a wrench to the weld collar or the braided hose section of an assembly, as failure will occur, or at a minimum, life expectancy will be reduced significantly.
-
Sharp Bends / Stresses: Use the proper length hose to avoid sharp bends or stresses. Where these occur, use 90° or 45° elbow fittings to protect the assembly. Never compress an assembly to fit, as this will loosen the braid and cause pressure failure. Never stretch an assembly to fit as this will cause the corrugations to wear against the braid and cause failure.
-
Abrasion: Avoid both internal and external abrasion. Internal abrasion causes the wearing away of the inside corrugations of the hose by the flow of media such as abrasive particles. External abrasion is caused when the assembly rubs against a foreign object. Braid strands can tear resulting in hose failure. Contact us regarding covers such as Armor Guards, Integral Rubber Covers, Spring Guards, Fire Jackets, Fire Sleeves, and liners.
-
Free standing: Never use hose assemblies to support piping weight. Avoid restricting the motion of the assembly by allowing it to lean against other piping components as this reduces the available live length and can reduce life expectancy. (See Piping Anchoring And Guiding for more details)
-
Recommended Pressure: Never exceed the recommended pressure rating of the assembly as catastrophic failure can result. (See Metal Hose Specification for maximum hose and fitting pressure)
-
Cleaning: Clean hoses after use. Corrosive agents may solidify in corrugations and cause failure.
-
Storage: Store hose assemblies properly so that they are protected and supported.
LIVE LENGTH CALCULATIONS
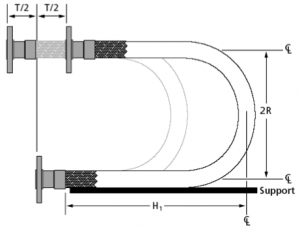
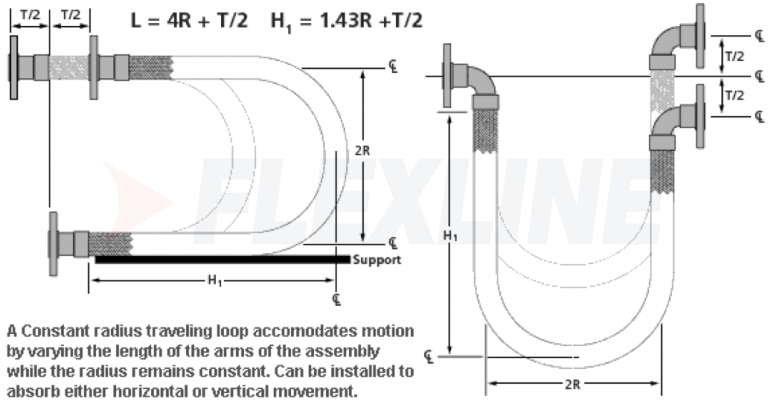
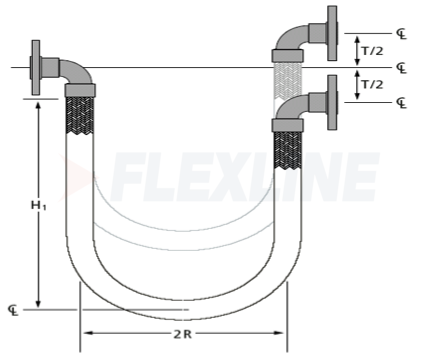 Constant Radius Traveling Loops:
Constant Radius Traveling Loops:
Accommodates motion by varying the length of the arms of the assembly while the radius remains constant.
Formulas:
L = 4R + T/2
H¹ = 1.43R + T/2
 Variable Radius Traveling Loop
Variable Radius Traveling Loop
Accommodates motion by varying the bend radius of the assembly.
Formulas:
L = 4R + 1.57T
H¹ = 1.43R + 0.79T
H² = 1.43R + 0.5T
For Traveling Loops:
L – Live Length (inches)
R – Minimum Centerline Bend Radius for Constant Flexing (inches)
T – Total Travel (inches)
H – Hang Length of the Loop (inches)
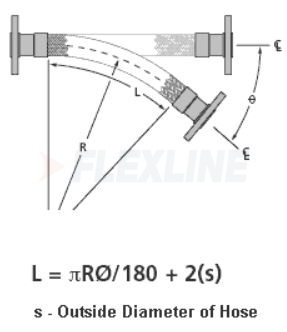
Angular Motion
This type of motion occurs when one end of a hose assembly is deflected in a simple bend with the ends not remaining parallel.
Formula: L = πRØ/180 + 2(s)
L – Live Hose Length (inches)
π – 3.1416
R – Minimum Centerline Bend Radius – Dynamic (inches)
Ø – Angular Deflection (degrees)
s – Outside Diameter of Hose
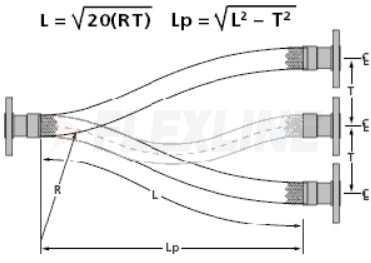
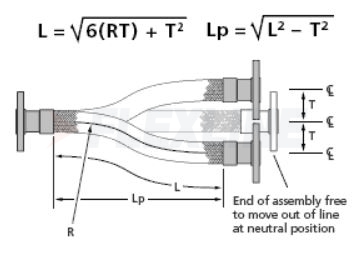 Offset Motion
Offset Motion
Offset motion occurs when one end of the hose assembly is deflected in a plane perpendicular to the longitudinal axis with the ends remaining parallel.
Minimum Bend Radius Occurs at Offset Position:
-
When offset motion occurs to both sides of the hose centerline use Total Travel for the input: 2 x T
-
Offset distance – T – for constant flexing should never exceed 25% if the centerline bend radius – R
-
Care should be taken during installation to avoid stress on the hose and the braid at the maximum offset distance.
 Minimum Bend Radius Occurs at Crowded Position:
Minimum Bend Radius Occurs at Crowded Position: -
L – Live Length (inches)
Lp – Projected Live Length (inches)
R – Minimum Centerline Bend Radius – Dynamic (inches)
T – Offset Motion to One Side of Centerline (inches)
Note 1: When offset motion occurs to both sides of the hose centerline, use total travel in the formula; i.e. 2 times “T”.
Note 2: The offset distance “T” for constant flexing should never exceed 25 percent of the centerline Bend Radius “R”.
Note 3: If the difference between “L” and “Lp” is significant, exercise care at installation to avoid stress on hose and braid at the maximum offset distance
INSTALLATION PRECAUTIONS
 Do Not Compress or Extend Axially
Do Not Compress or Extend Axially
Stainless steel corrugated metal hose assemblies installed in – line with the longitudinal axis of the piping should not be subjected to axial movement. Expansion joints should be used in these types of applications.
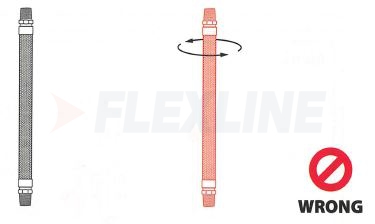 Do Not Torque During Installation
Do Not Torque During Installation
Metal hose assemblies should not be used to compensate for bolt hole misalignment. Use floating flanges to minimize twisting of the metal hose. Pipe unions should be used to reduce twisting during connection to piping. Use two wrenches to keep the hose from twisting when tightening the pipe union.
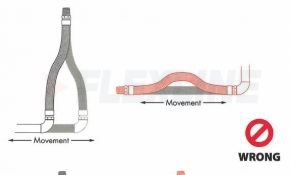
 Do not allow hose movement in multiple planes
Do not allow hose movement in multiple planes
Flexing a metal hose in two separate planes of movement will torque the hose assembly. Always install the metal hose assembly so that flexing occurs in one plane only and this is the same plane in which bending occurs. If multiple planes of motion are required use a dog-leg assembly.
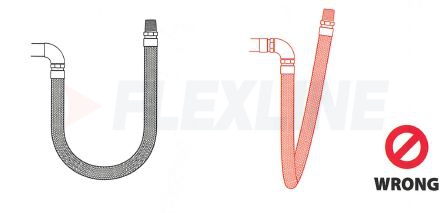
 Avoid sharp bends
Avoid sharp bends
Use elbows to avoid sever bends near the end of the metal hose assembly.
Avoid over bending
Always provide sufficient length to prevent over bending and premature failure.
 Maintain minimum centerline bend radius
Maintain minimum centerline bend radius
The minimum centerline bend radius for dynamic flexing should never be less than the values in the Metal Hose Specification Table.
SAFETY ISSUES
Fluid/Gas Injections: A high pressure fine stream of fluid or gas can penetrate the skin and cause severe damage. Use guards and shields to reduce this risk.
Fire and Explosions of Conveyed Media: Route assemblies to avoid contact with combustibles as escaping media can be highly flammable in the event of failure.
Burns from Conveyed Media: the temperature and chemical properties of conveyed media may cause burns, use guards and shields to reduce this risk.
Fluid Controlled Mechanisms: Mechanisms controlled by fluid pressure will become dangerous if the hose fails; equipment supported by the dynamic fluid pressure may fall, etc.
Whipping hose: If a pressurized hose is disconnected, or fails, it can whip with great force. Fittings can be thrown at high speeds. This is particularly dangerous in compressed gas applications. Use guards, whip checks, and other restraints to reduce this risk.
Burns from Contact with Hose: The outside temperature of a metal hose can be very similar to the temperature of the media conveyed. Use sleeves and fire jackets to reduce this risk.
Electrical Shock: Metal hose assemblies are electrically conductive. Always use proper grounding to minimize risk from electrical discharge or electrocution.
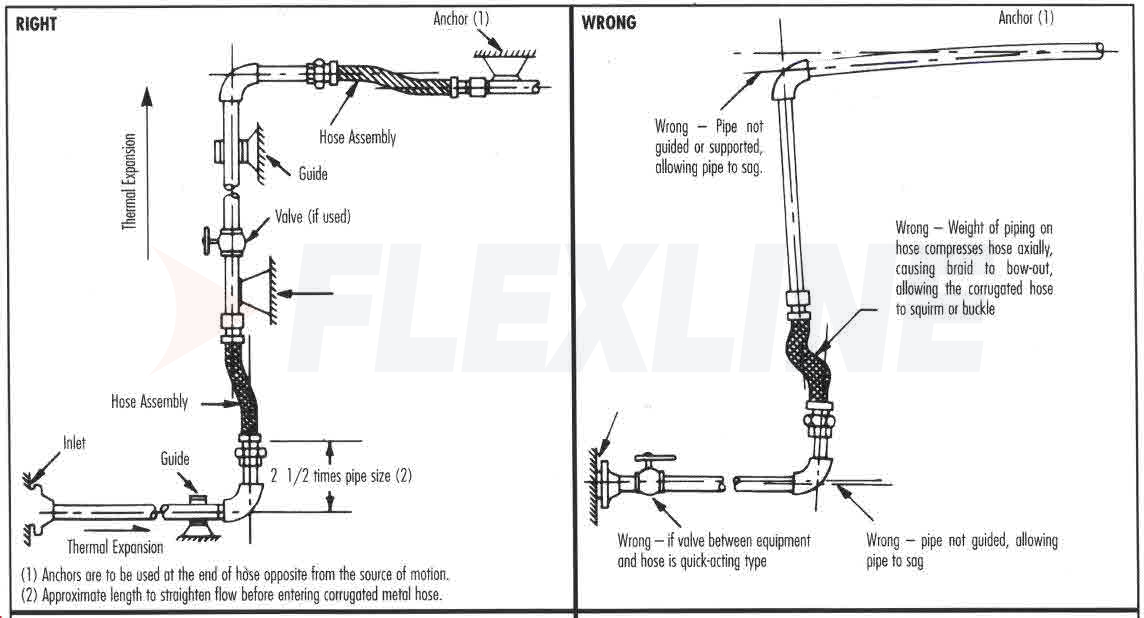
PIPING AND ANCHORING GUIDE
A piping system which utilizes flexible metal hose to absorb pipe movement must be properly anchored and guided to assure correct functioning and maximum hose service life. The basic principles to be observed are:
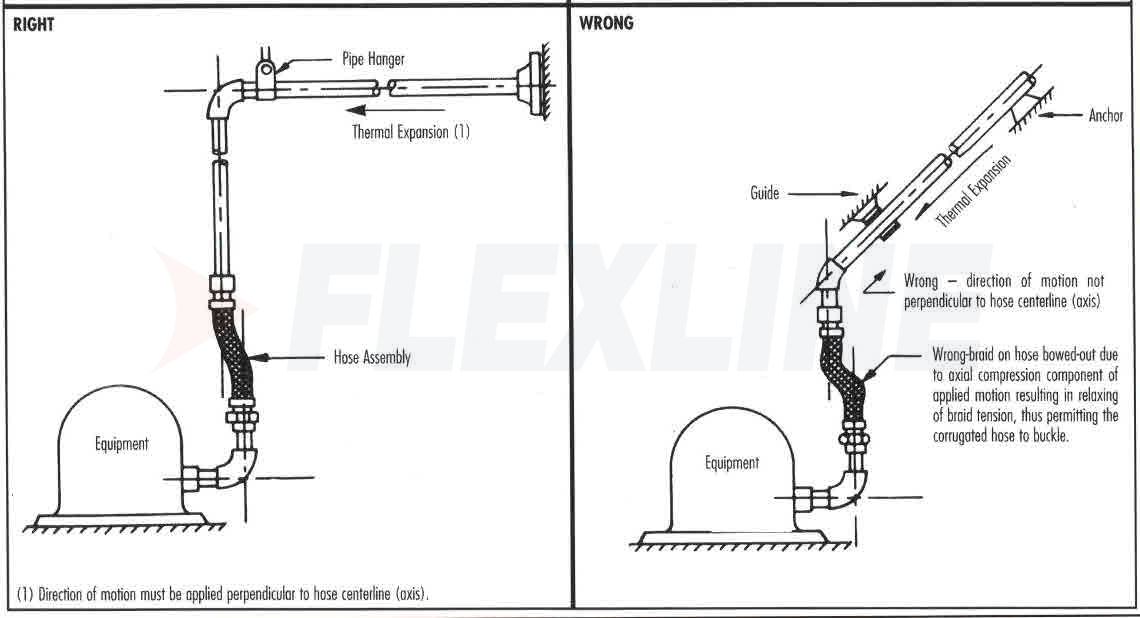
1) The direction of pipe motion must be perpendicular to the center line (axis) of the hose.
2) The pipe must be anchored at each change of hose direction to prevent torsional stress.
Typical examples of correct and incorrect guiding are shown below.